Dispositiu de control integral
Dispositiu de control integral

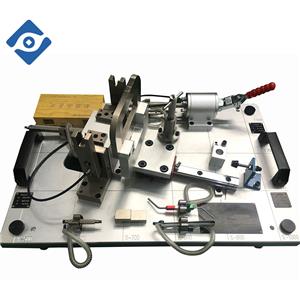
1. Placa base : Carregant tot tipus de peces necessàries per a la comprovació, per tal de moure el conjunt.
2. Casquillo de dades de mesurament: els tres casquets de dades de mesura s'utilitzen com a dada de mesura per a la inspecció després de processar el dispositiu de control.
3. Suport: S'instal·la una pinça (no mostrada) al suport per subjectar la peça i col·locar-la fermament.
4. Datum/bloc de localització: Localitzeu amb precisió les peces verificades.
5. Part : Peça a provar.
6. Columna de suport: Càrrega i localització del passador i el casquet.
7. Passa del cargol: l'error de posició de la superfície exterior de la part cilíndrica es pot detectar empenyent i estirant el passador del cargol.
8. Casquillo del cargol: Localitzeu amb precisió el passador del cargol.
9. Bloc de mesura: el pin mòbil (núm. 11) impulsa el bloc de mesura per comprovar.
10. Seient de mesura: Carregar i localitzar el bloc de mesura i el passador mòbil.
11. Agulla mòbil: l'error de perfil de la superfície inferior de la placa de pressió de la peça es pot detectar fent funcionar el passador mòbil
La placa base i el suport del dispositiu de control estan fets d'aliatge d'alumini, i el passador del cargol està fet d'acer temperat i temperat, amb una superfície llisa i neta. Engreix el cargol per mantenir-lo lubricat.
Utilitzeu el mètode de comprovació de l'aparell
Col·loqueu el dispositiu de control pla al banc de treball, reinicieu el passador del cargol 7 i el passador mòbil 11 del dispositiu de control i obriu la pinça del suport 3.
Agafeu la peça, fixeu el bloc de brida frontal de la peça al bloc de referència 4 i premeu-lo amb la pinça al suport 3.
Gireu el passador del cargol 7 de manera que el passador de guia del cargol 7 encaixi a la ranura de guia i baixi. Si el cargol es pot inserir correctament al connector provat, es demostra que la posició del connector està qualificada.
Empenyeu el passador mòbil 11 cap a l'esquerra i el passador mòbil es pot desplaçar cap a la part inferior. Al mateix temps, observeu visualment la relació posicional entre el bloc de mesura 9 i la placa de pressió de la peça al llarg de la direcció plana del bloc de mesura 9. Si totes les posicions de la part inferior de la placa de pressió són invisibles, es demostra que la tolerància del perfil de el fons de la placa de premsat està qualificat.
Si totes les operacions anteriors es poden completar amb èxit, el muntatge de canonades està qualificat i s'acaba la comprovació.
Aplicació d'aparells de control
L'anàlisi del sistema de mesura (MSA) mostra que el dispositiu de comprovació compleix els requisits d'inspecció del conjunt de canonades i es pot inspeccionar una peça cada 10 segons durant el funcionament. S'aplica a tot el procés d'inspecció del conjunt de canonades i la pràctica demostra que l'aparell de control és senzill i fiable en el seu funcionament i compleix completament els requisits d'ús. Després de provar o utilitzar cada 50.000 peces durant mig any, es requereix una nova prova integral de dimensions.